


SP/PASSNITE処理(ステンレス専用ガス窒化処理)
■SP処理
SP処理は、オーステナイト系ステンレス鋼に有効な処理で鉛フリーによるはんだ付け装置のはんだ槽や部品の侵食防止に有効な処理です。
■PASSNITE処理
また、当社ではステンレス鋼の表面硬化処理として通常のガス窒化処理を、鉛フリーはんだのステンレス鋼侵食防止としてSP処理を行っておりましたが、これらの原理を活用しそれぞれの長所を併せ持つ、PASSNITE処理(ステンレス専用ガス窒化処理)を開発致しました。
ステンレス鋼のガス窒化処理は、通常、耐磨耗性が向上する反面、耐食性が劣化する問題がありました。しかし、SP/PASSNITE処理は耐食性を劣化させることなく、耐磨耗性を向上させることが可能です。
■ガス窒化処理とPASSNITE処理の違い
| ガス窒化処理 | PASSNITE処理 | |
|---|---|---|
| 機 構 | 化合物Cr2Nにより硬化 | N固溶体強化による硬化 |
| 耐食性 | 表面のCr欠乏により耐食性が低下 | 表面のCr欠乏がないため耐食性を維持 |
| 処理温度 | 500℃~600℃ | 450℃以下 |
■SP/PASSNITE処理の特徴
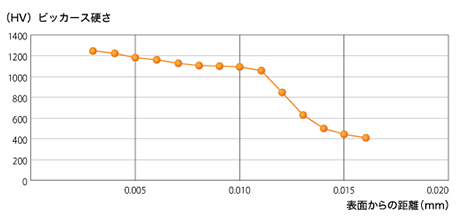
・表面硬さHV1,000以上。
・通常のガス窒化処理よりも低い温度で処理するため、さらに寸法変化が少ない。
・耐食性を可能な限り維持。
・マルテンサイト系は耐食性が向上。
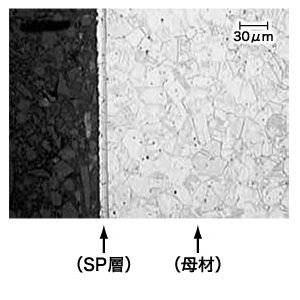
- SUS316:SP処理の断面組織
-
SUS316:SP処理の硬度推移曲線
オーステナイト系ステンレス鋼は、優れた耐食性を有し、市場で使用されているステンレス鋼の約7割を占めています。
しかしながら、固溶化処理状態で使用されることが多く、強度的には軟鋼の部類に属します。このまま使用すると、変形や磨耗、ネジ部のカジリ等が頻繁に起こりやすくなります。
冷間加工ではマルテンサイト変態を起こしやすく、高強度を得ることは容易いのですが、応力腐食割れや置き割れ等を起こしやすくなり耐磨耗性を改善する迄の強度は得られません。
また、クロムメッキや溶射等も可能ですが、表面の活性化が不完全ですと剥がれ易くなります。さらにメッキでは、引張残留応力により、割れたり、疲労強度を低下させたりします。
浸炭・窒化処理等によっても表面硬度を上げることが可能ですが、オーステナイト系ステンレス鋼一番の特徴である耐食性が損なわれてしまいます。
当社の開発したSP/PASSNITE処理は、特殊窒化処理方法により、耐食性を可能な限り維持させ硬化層を形成させる処理です。内部に拡散浸透させる処理ですのでメッキ、溶射等のように、大きな寸法変化を伴いませんし、剥離の心配もありません。
このため、複雑な形状の部品やネジ部にも安心して使用できます。また、圧縮残留応力を得ることが出来ますので疲労強度を改善させることが期待できます。
■SP/PASSNITE処理の適用事例(活用事例)
- 各種配管、スラリーエロージョンの防止
- 流体搬送機器 粉体、ファイバー等による磨耗防止
- 湿潤物用各種金型・刃物の損耗防止
- ネジ部のカジリ防止
- 防水・耐水用精密機械部品の変形・磨耗防止
- その他 湿潤状態での変形・磨耗防止
外部リンク
- ▶ 東部金属熱処理
- ▶ 日本熱処理技術協会
- ▶ 東海大学SAS
- ▶ かながわ中小企業モデル工場
- ▶ 神奈川モデル工場協議会
- ▶ 秦野商工会議所
- ▶ 秦野市
